Guangzhou long DE chain heavy machinery co.LTD


1.安裝條件及安裝的技術(shù)要求
1.1 保持輸送機、轉(zhuǎn)載機鋪設(shè)平直。
1.2 保證鏈條無纏結(jié)現(xiàn)象。
1.3 鏈條立環(huán)的焊口要背離中板。
1.4 刮板的長端側(cè)朝向運輸方向,刮板要避開接鏈環(huán)位置。
1.5 刮板間距嚴(yán)格按操作使用說明書要求安裝。
1.6 一定要按鏈條配對標(biāo)識配對安裝,達到總長度一致,保證受力均勻。
2.配對安裝步驟

第一步:看清包裝箱外表面或非裝箱鏈條端部涂刷的配對標(biāo)識:如右圖卷滾鏈條端部依次涂有綠綠紅的鏈環(huán)。
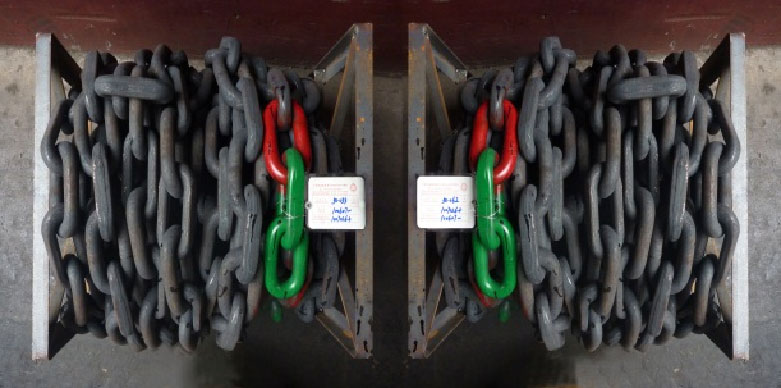
第二步:找出箱內(nèi)鏈條上或裝箱鏈條端部拴掛的《鏈條配對使用重要說明》標(biāo)簽,確認(rèn)包裝箱外表面或非裝箱鏈條端部的配對標(biāo)識與標(biāo)簽上的配對標(biāo)識一致。

第三步:將配對標(biāo)識一樣的兩根鏈條并排鋪開,找出《鏈條配對使用重要說明》標(biāo)簽上標(biāo)明的每根鏈條的測量長度。

第四步:擺好首對兒鏈條,再按以上步驟找出第二對兒鏈條鋪開。將第二對兒鏈條中長的一條與首對兒中短的一條放在一側(cè)對接,將第二對兒鏈條中短的一條與首對兒中長的一條放在另一側(cè)對接。第三對兒、第四對兒……,都象這樣長對短、短對長依次安裝完畢。這樣做可保證兩側(cè)鏈條的累積配對公差趨近于零。
3.刮板螺栓的緊固螺母位置要背離中板
3.1刮板螺栓的擰緊力矩按輸送機說明書的規(guī)定。
3.2鏈條安裝后,在無煤、水潤滑條件下不得啟動運行,防止鏈條劇烈磨損。
3.3進行緊鏈作業(yè),設(shè)置鏈條預(yù)張緊力,其松緊程度以輸送機、轉(zhuǎn)載機空載時,機頭下方松弛1.5個鏈環(huán)為宜。單根鏈條的預(yù)張緊力,建議按下表數(shù)據(jù)調(diào)控。
鏈條規(guī)格 | 34×126 | 38×137 | 42×146 | 48×152 |
PCC建議的預(yù)張緊力 | 9~12(噸) | 12~15(噸) | 17~23(噸) | 24~28(噸) |
● 注意:
○ 必須用兩根鏈條的預(yù)張緊力總值來確定預(yù)張緊的程度,因為兩機兩側(cè)鏈條的預(yù)張緊力相差20%是允許的。
○ 鏈條預(yù)張緊力的具體數(shù)值應(yīng)根據(jù)兩機的負(fù)荷、工作面工況等因素綜合考慮,并在上表建議范圍內(nèi)調(diào)定。
4. 安裝調(diào)整后檢查
4.1檢查輸送機、轉(zhuǎn)載機中部槽,確認(rèn)中部槽本體及其連接部位沒有任何影響鏈條正常運行的現(xiàn)象。
4.2檢查鏈條與各部分的聯(lián)接件、緊固件,確認(rèn)緊固、可靠。
4.3檢查接鏈環(huán)的定位銷,確認(rèn)沒有忘裝或在試運行后無松動。
4.4檢查刮板螺栓和接鏈環(huán)的擰緊力矩,確認(rèn)符合輸送機、轉(zhuǎn)載機操作使用說明書的要求。
4.5檢查鏈條的預(yù)張緊力,確認(rèn)鏈條張緊適當(dāng)。
4.6檢查鏈條與鏈輪的嚙合是否良好。確認(rèn)平環(huán)能順利進入鏈窩,并與輪牙底面接觸;鏈條在整個上下鏈道中無阻卡現(xiàn)象。
上一個:圓環(huán)鏈選型指南
下一個:刮板輸送機使用時有哪些小常識

